Good stuff d-moss...
So, i'm still not clear on weather all headpipes and mani's are the same concerning how big you can go, I didn't want to go too far so I checked up at 48-ish on mine. It took a lot longer than 20 min but i'm pretty happy with the results.
Here is some how-to concerning how I did it. Doesn't make it right... just how I did it lol... hope this helps someone.
FYI, if you don't have the alumium carbide burr, (or the router d-moss used) I wouldn't try this. There is a lot of material to remove.
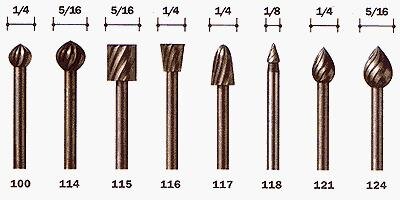
On the headpipe, I think it would be hard to do with out a long shaft burr like the one in the picture below. Just my $.02.
Tools you will need:


I basically 'gasket matched' the two openings.
Before:


I painted the flange black, then layed the gasket over. This revealed how much to remove and where. Intresting that its off center.

I used a screw to score the paint, so I had some guidelines to grind into.

Grind grind grind...
I tried to carry the expansion down into the head pipe as far as I could. Check your measurements at the orifice, make sure its round and use your best judgement going down into the head pipe on consistency.

Then I used the barrel sanders to smooth the rough finish. This isn't completely necessary, i've seen a lot of professional port work that was left with a 'burr' finish.
I used 50grit barrel, then 120, then a 240 flap style sander. Also, you may find spots that need to be touched up with your grinding burr, vs forcing major adjustments with the sanding barrel.
Finished product. The openings wern't 100% perfectly round, but I was within half a millimeter on both sides. I went about a half a mill farther than the gasket to get to 48mm, so i'll have to trim the head pipe gasket also.


To give you an idea of how much material I removed.

I did the same routine to the manifold, and also gasket matched where the mani attaches to the engine.
The headpipe is much more difficult because of the curve inside of it.
Hope this was helpful, if anyone has any feedback, please share. I defintely don't want to lead people to do the wrong thing.
")